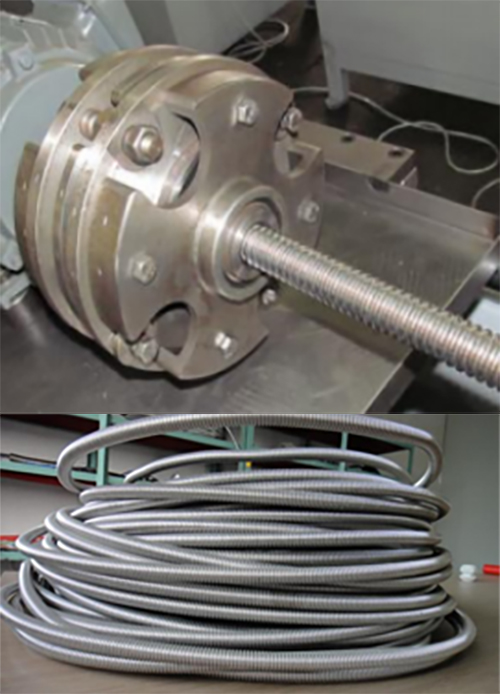
Станок по производству гофрированных шлангов из нержавеющей стали

1.Основный состав станка
|
No.
|
Название
|
Кол-во
|
Замечания
|
|
1.1
|
Разматыватель
|
1шт
|
Рабочее напряжение 380В, 50Гц, 3Ф
|
|
1.2
|
Сварочный аппарат
|
1шт
|
|
1.3
|
Тяговый агрегат
|
1шт
|
|
1.4
|
Двойной гофроагрегат ¢55
|
1шт
|
O.D10-O.D22
|
|
1.5
|
Автоматическая намотка
|
1шт
|
|
|
1.6
|
Матрица
|
2шт
|
D:16mm,можно по требованию заказчики
|
Технические характеристики
2.1.Разматыватель
Для оригинальной ленты из нержавеющей стали перед сваркой в трубу.
Грузоподъемность (макс.): 500 кг
Размотка I.D и O.D: 450-550 мм и 1100 мм
2.2. Сварочный аппарат
Рабочий механизм: Отрезанная полоса из нержавеющей стали постепенно превращается в трубчатую заготовку соответствующей спецификации под действием направляющей пластины и направляющей втулки.Он использует аргонно-дуговую сварку металла из нержавеющей стали, зависит от формы нейлоновой оболочки для формирования соответствующей круглой трубы под защитой чистого аргона на 99,9%, продолжает работу в режиме онлайн и обеспечивает бесшовность сварной трубы из нержавеющей стали.
Формование металлической полосы: нейлоновая направляющая оболочка;Тип сварки: аппарат аргонно-дуговой сварки
Модель сварщика: 160А
Скорость сварки (макс.): 0-13 м/мин.
2.3.Тяговый агрегат
Эффективная длина: 1,5 метра (зона вытягивания)
оснащен редуктором (один комплект),
Резиновый блок: тип расширения ?, специально адаптированный для трубы из нержавеющей стали.
Главный двигатель: 0,75 кВт * 2 шт., инверторная система управления HOLIP (Danfoss).
Скорость вытягивания: 0-12 м в минуту (регулируется).
Расстояние вверх и вниз по перилам можно регулировать.
2.4.Двойной гофроагрегат ¢55
Для формирования трубы из нержавеющей стали в гофрированную трубу.
Тип формования: двойное гофрирование,
Диапазон диаметров: 8 мм-20 мм,
Стандарт медведя: 55 мм,
Мощность главного двигателя: 1. 1кВт*2
Система управления: инвертор переменного тока, торговая марка HOLIP (Danfoss) инверторная система управления
Мощность водяного насоса рециркуляции: 40 Вт
2.5.Автоматическая намотка
Имеет характеристики автоматического подсчета метров, автоматической сигнализации и удобной подачи.Характеристики и размеры перемоточных дисков могут быть настроены в соответствии с требованиями заказчика.
Внутренний диаметр прокатки (можно по требованию заказчики): 500-600 мм
Внешний диаметр прокатки(можно по требованию заказчики): 1100 мм
Ширина намотки(можно по требованию заказчики): 300 мм
Метод измерения: измерение энкодера
Скорость намотки: 0,5-15 м/мин
Момент двигателя: 10 Н · м 25 Н · м
|